
The Erix Back Spotfacing Tool
When Consistency Matters
Our Spotfacing Tools
At Erix Tool, we take pride in our spotfacing tools, a testament to innovative engineering and unwavering commitment to quality. These automatic back spotfacing tools consist of a spindle and a unique cutter wing that folds neatly into the spindle recess upon entry into the pre-drilled hole. With only one moving part, our design ensures exceptional performance and reliability.
The spindle’s pilot guides the tool into the hole, absorbing cutting forces with precision. Its diameter is slightly smaller than the hole size to allow for smooth insertion and operation. For larger tools above 30mm, wear strips further enhance guidance within the workpiece.
Our spotfacing wings are crafted from high-speed steel (HSS) with an integral cutting edge for smaller sizes. Larger wings feature square ISO SPUN or rectangular ISO/R242 inserts, securely clamped using our Secodex left-hand threaded screws.
Technical Specifications
- Hole Size Range: 4.5mm to 69mm
- Spindle Shank: Cylindrical or Morse Taper
- Wing Materials: HSS (small), Tungsten Carbide Inserts (large)
- Insert Grades: ISO K20 (Cast Iron), ISO P40 (Steel)
- Centerlocked Inserts (≥60mm): For heavy-duty stainless/alloy steel applications
- Versatile Applications
Our spotfacing tools are indispensable for precise preparation of surfaces around drilled holes, enabling secure mounting of nuts, bolts, bearings, and components across diverse industries. By creating a flat, parallel face, spotfacing ensures tight fits, proper alignment, and optimal load distribution – key factors for product integrity and performance.
In addition to mounting preparations, spotfacing removes coarse unevenness from drilled holes, eliminating defects that could compromise the final fit.
What is Spotfacing and Its Purpose?
Spotfacing is a metalworking process used to create a flat surface around a pre-drilled hole opening. This creates an even “face” that allows for tight and precise mounting of various components. Spotfacing is a critical step in many industries, including manufacturing, aerospace, and mechanical engineering.
The main purpose of spotfacing is to prepare the surface around a hole for the mounting of nuts, bolts, bearings or other parts. By creating a flat and parallel surface, it ensures the component sits firmly without being tilted or under stress. This prevents damage and improves performance in the final product.
Another important reason for spotfacing is to remove coarse roughness or unevenness from the drilled hole. These defects can arise during the drilling process and can negatively impact the fit. By spotfacing, such surface defects are eliminated.
How to preform Spotfacing with Our Tool
- Prepare the Workpiece – Apply a few drops of thin oil in the hole to be spotfaced to facilitate tool guidance. For steel, cutting fluid should also be used.
- Check the Tool – Inspect the insert quality and replace if needed. We recommend ISO K20 for cast iron and ISO P40 for steel. Also ensure the wing can rotate freely.
- Set Spindle Speed – Choose the spindle speed according to recommendations for the material being machined.
- Feed In – Start the spindle counterclockwise and rapidly feed the spotfacing tool until the wing reaches the workpiece. Then reduce the feed rate to max 0.2 mm/rev at entry to allow the wing to properly fold in.
- Spotface – With the wing rotating freely, apply the recommended feed rate. The wing will swing out by centrifugal force.

- Finish – Rapidly retract the tool from the workpiece when spotfacing is complete. Then rotate the spindle clockwise and again reduce feed to max 0.2 mm/rev to fold the wing in before withdrawal.
Tips and Tricks for Smooth Operation
- Demagnetize small HSS wings if needed for smooth operation.
- Use cutting fluid for better performance and surface finish.
- To improve surface quality, reduce speed and feed at the end and allow the tool to dwell for a few seconds.
- Spotface before threading/drilling to avoid marks in the hole.
- Ensure a stable workpiece support to minimize vibrations.
- Use through-coolant if possible for optimal chip evacuation.
- Check that all screws are properly tightened before operation.
Why the Erix Back Spotfacing Tool is so popular
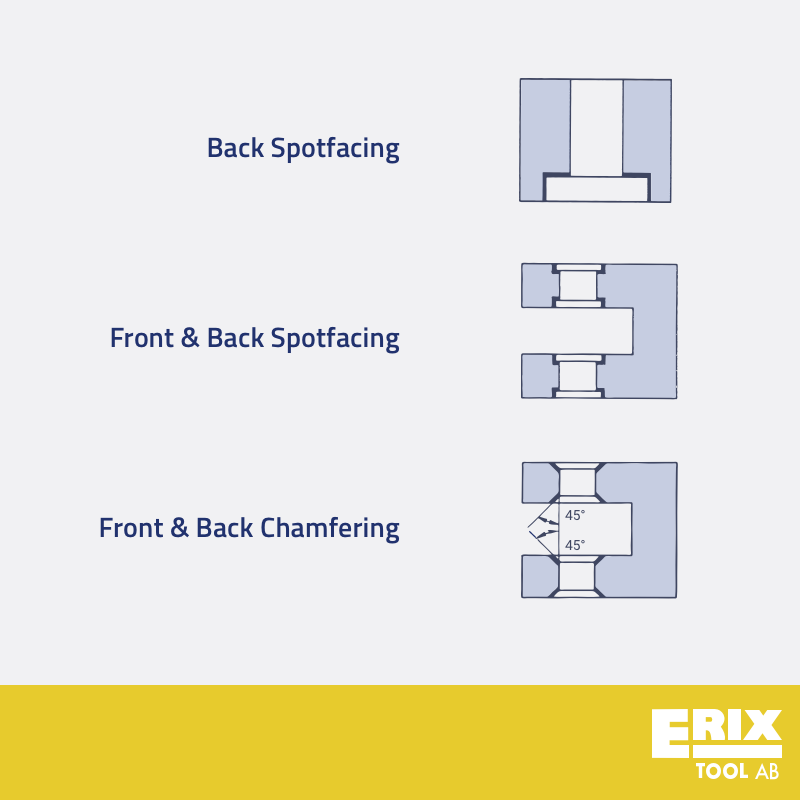
Which means that complex front and back spotfacing routines can be carried out in a single machining cycle, or as part of a repeat-process production line, thereby eliminating time-consuming and costly manual processes, such as workpiece turning and tool adjustment. It also has a versatile wing replacement system, making it an even more cost-effective option for automatic chamfering applications.
In addition to vast savings in terms of efficiency and productivity, as well as the obvious environmental benefits, eliminating these additional processes ensures 100% consistency between the critical dimensions, and significantly reduces the risk of mechanical failure or human error.
Feel free to contact Erix Tool for advice on spotfacing tools and accessories perfectly suited for your applications. With the right equipment and preparations, spotfacing will be efficient and high-quality.
Four good reasons
CONSISTENCY
Eliminating manual processes ensures 100% consistency between the critical dimensions.
EFFICIENCY
Complex front and back spotfacing routines can be carried out in a single machining cycle, resulting in vast savings.
COST-EFFECTIVE
Its versatile wing replacement system makes it a cost-effective option for automatic back spotfacing applications.
RELIABILITY
The Erix cutting tool’s solid dependability is ideal for situations where downtime is unacceptable.

FIND A DISTRIBUTOR
The Erix Tool is available through a large network of authorised
distributors and agents around the world
Technical information
- All Spindles from ø10 upwards (hole size) with cylindrical shanks are designed for Weldon fastening (DIN 1835B).
- All Spindles from ø10 upwards (hole size) are available with a Morse Taper (27-25-MK3) rather than a cylindrical shank.
- We recommend using our extra strong HSS wing for really tough machining projects.
- Erix Tool spotfacers are fitted with grade ISO K20 inserts as standard.
- We supply grade K20 brazed inserts for HSS spotfacing wing sizes 020 and 030 (grade P40 for steel).
- As high volumes of materials like stainless or high-alloy steel are tough on the clamping system, we supply SPMA centerlocked inserts for ≥ 060 wings with SPUN inserts.
- Spotfacers with ≥ 30 mm wings are fitted with a guide tang to ensure they remain in position even at low speeds and when milling horizontally.
- Spindles with cylindrical shanks for holes ≥10 mm have coolant through as standard.
Please refer to our catalogues* for full information about capacities, dimensions, combinations, materials and standard part details.
* Available in both metric (mm) and imperial (inches) measurements.
Back spotfacing tip:
Use Coolant Through whenever possible. It has several advantages: it breaks up and removes chips, it keeps spindles and wings cool and it prevents workpiece surfaces from hardening.